





碳鋼封頭的制造檢驗
2014-04-29 09:31:04
1冷熱加工成形
(1)根據制造工藝確定加工裕量,以凸形封頭和熱卷筒節成形后的厚度≥該部件
的名義厚度減去鋼板負偏差
冷卷筒節投料的鋼板厚度δs≥其名義厚度減去鋼板負偏差
(2)制造中應避免鋼板表面的機械損傷。對于尖銳傷痕以及不銹鋼容器蝕表面的
局部傷痕,刻槽等缺陷應修磨。修磨范圍的斜度至少為1:3。修磨的≤該部位鋼材厚度δs的5%,且≤2mm,否則應焊補。
對于復合板(即多層鋼板)的成形件,其修磨≤復層的3%,且≤1mm,否則應焊補
2.坡口表面要求
(1)坡口表面不得有裂紋,分層,夾雜等缺陷
(2)標準抗拉強度下限值σb>540Mpa的鋼材及Cr-Mo低合金鋼材經火焰切割的坡口
表面,應進行磁粉活滲透檢測。當無法進行磁粉或滲透檢測時,應有切割工藝破口質量。
(3)施焊前,應坡口及母材兩側表面20mm范圍內(以離坡口邊緣的距離計)的氧
化物,油污,熔渣等。
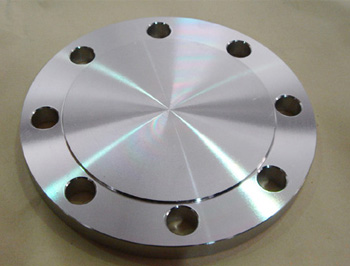
3封頭
(1)封頭各種不相交的拼焊焊縫中心線間距離≥封頭鋼材厚度δb的3倍,且≥100mm。
封頭由成形的瓣片和頂圓板拼接制成時,焊縫方向只允許是徑向的和環向的。
(2)先拼板后成形的封頭拼接焊縫,在成形前應打磨于母材平齊。
(3)用弦長等于內經3/4Di的內樣板檢查橢圓形,蝶形,球形封頭內表面的形狀偏差,
其間隙≤封頭內徑Di的1.25%。
檢查時應使樣板垂直帶側表面。
對于先成形后拼接的封頭,允許樣板避開焊縫進行測量。
(4)蝶形及折邊錐形封頭,其過渡區轉角半徑不得小于圖樣規定值。
(5)封頭直邊部分的縱向皺折≤1.5mm。
(6)球形封頭分瓣沖壓的瓣片尺寸允差應符合GB12337的有關規定。
.對口錯邊量
(1)A,B類焊接接頭對口錯邊量b應符合下表的規定。鍛焊容器B類焊接接頭對口錯
邊量b≤對口處鋼材厚度δs的1/8,且不大于5mm。
上一篇:鋼材與碳鋼的關系
下一篇:封頭標準JB/T 4746-2002范圍
