

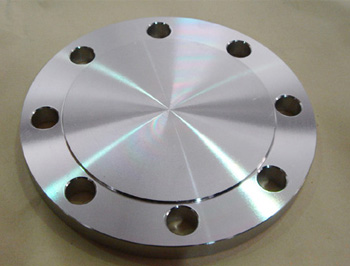




碳鋼封頭成形工藝
碳鋼封頭成形工藝
4.4.1 依據封頭的類型、規格、材質,可采用沖壓、旋壓和卷制等方法成形。
4.4.2 采用沖壓成形的Q345R的封頭,一般應采用熱壓
4.4.4封頭壓制時,其模具應分別按冷成形選取;模具的規格應與被壓的封頭一致,模具的表面不得有毛刺或硬塊。
4.4.4.3 壓邊時凹模及壓邊圈的工作表面應光潔。
4.4.4.4 對熱沖壓封頭使用中性火焰或電爐加熱;封頭坯料裝爐時,板材要墊起,防止局部發燒。
4.4.4.5 升溫 隨爐升溫,升溫溫度按表4-2。
4.4.4.6 保溫 保溫時間:M=δ·k分/min(δ=板厚,k=1分/min)。
4.4.4.7 壓制前應坯料氧化皮,并將有材質鋼印標記的一面朝外。
4.4.4.8 壓制時使坯料在模具上放正,其偏心值不應大于3mm。
4.4.4.10 模具需潤滑,潤滑劑的配方可參考表4-3。
表4-2 熱壓封頭加熱和停壓溫度
|
材料
|
Q345R
|
|
加熱溫度 ℃ |
960~1050 |
|
保溫時間 分 |
按 板 材 厚 度 ,每 分 鐘 1㎜ 計 算 |
|
始壓溫度 ℃ |
930~1000 |
|
停壓溫度 ℃ |
≥800 |
注:*壓后應盡快冷卻。
表4-3 模具潤滑劑配方
|
碳素鋼、低合金鋼 |
石墨粉40﹪+機油60﹪ |
4.4.4.11 封頭壓形后,標記產品工號、件號、直徑、厚度。
4.4.5 成形封頭端部應切邊,作為尺寸形狀檢測的測量基準,封頭不允許毛邊交貨,端部坡口型式和尺寸由技術部門在圖樣和技術附件中規定。
4.4.5.1成形后的封頭應置于坡口切割機上找正,劃出直邊位置線,并打上洋沖眼(低溫鋼設備除外),對于不銹鋼封頭及其有要求的設備,應在線外留 3-5mm機加余量。
4.4.5.2 Q345R應采用機械加工或火焰氣割法切除直邊的多余部分和切出端部坡口,若采用火焰氣割法切割除直邊的多余部分并割出端部坡口時,須用手砂輪修磨坡口至呈金屬光澤。
4.4.5.3采用機加時 先在背面點焊裝卡支腳(支腳材料與母材一致)。加工完畢后, 應去掉裝卡支腳,并將焊瘤、焊渣飛濺等打磨干凈,并對合金鋼、不銹鋼封頭的打磨處進行著色檢查。
4.4.6外協壓制的封頭,檢驗部門應對外協封頭的幾何尺寸和形狀、成形厚度、無損檢測等按本規程及相應的封頭標準要求進行檢查和復驗。
4.6 檢驗
4.6.1外協壓制的封頭,檢驗部門應對外協封頭的幾何尺寸和形狀、成形厚度、無損檢測等按本規程及相應的封頭標準要求進行檢查和復驗。
4.6.2橢圓形封頭的直邊傾斜度應符合表4-4的規定。測量封頭直邊傾斜度時,不應計入直邊增厚部分。

