






關于碳鋼封頭焊接縫位置
關于碳鋼封頭焊接縫位置:實踐證實,該限制有兩點不妥:容易造成材料浪費。不能焊縫變形后的質量,焊縫變形后的質量是否合格應由無損檢測結果判斷。據此GB150--89與98都取
05-05
2014
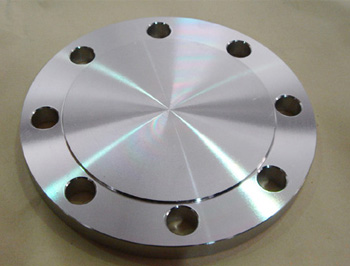
碳鋼封頭的下料操作及作業標準
下料是 封頭制作 的首道工序,下料下的好不好是一個封頭質量是否過關的前提。在下料的同時也要考慮到怎么樣排列下料才會使用料,達到成本,并且在切割圓片的時候
05-05
2014
碳鋼橢圓封頭接管放樣
正確地對 碳鋼橢圓封頭 接管進行展開放樣是制作的道工序,如何、正確地進行展開計算和繪制展開圖是提高加工質量和勞動生產率的關鍵,同時也是后續排樣下料工藝的基礎。它
05-04
2014
碳鋼油罐封頭的化學成分及耐壓極限值
碳鋼油罐封頭的化學成分及耐壓值 碳鋼油罐封頭 的化學成分及耐壓值鋼板的化學成分見表3,機械性能見表4。工作壓力(MPa)0.02/0.04設計壓力(MPa)0.45/FV工作溫度(℃)85/122設計溫度
05-04
2014
復合板封頭壁厚設計要求
夾套壓力容器,內筒采用不銹鋼復合板,設計數據中腐蝕裕量為:基層1.0mm、復層3.0mm。基層鋼板為16MnDR,復層鋼板316L,其封頭標注厚度為4+25,請問它們分別指的就是復合板和基層板的
05-03
2014
